摘(zhāi)要:因孔(kǒng)闆流量計(jì)
殼體(tǐ)焊縫(féng)結構特殊(shū),其流量計(jì)管道(dào)短接外(wài)形和厚(hòu)度尺寸變(biàn)化等因素(sù)影.響了無(wú)損檢(jiǎn)測(cè)方(fāng)法的(de)應用,爲(wèi)了(le)解決殼體焊縫(féng)缺陷(xiàn)檢出和厚度的(de)測量問題,以及滿足(zú)檢測的要(yào)求,開展(zhǎn)了時差(chà)衍射法超聲檢(jiǎn)測、全聚焦相(xiàng)控陣超(chāo)聲(shēng)檢測和常規超聲檢測技術的檢測試(shì)驗(yàn),優化(huà)了超聲檢測方法(fǎ),确(què)保(bǎo)了檢測的(de)可靠(kào)性和(hé)準确性。通(tōng)過檢測數據分(fèn)析,對(duì)不同超聲(shēng)檢測方法(fǎ)的(de)結(jié)構顯示和(hé).相關(guān)焊縫缺陷(xiàn)顯示(shì)特征(zhēng)進行了總(zǒng)結,爲開展類似(sì)的檢(jiǎn)測活動提(tí)供參(cān)考(kǎo)。孔闆流(liú)量計殼(ké)體焊縫(féng)超聲(shēng)檢測缺陷
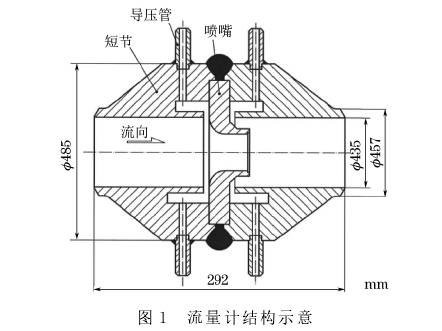
在(zài)電(diàn)站(zhàn)鍋爐的(de)給水(shuǐ)裝置和供汽裝置上(shàng)裝有(yǒu)較多的(de)流(liú)量計(jì),流量計上選用(yòng)了焊(hàn)接孔(kǒng)闆,其(qí)常見結(jié)構如圖(tú)1所示(shì),殼體(tǐ)焊縫的品質(zhì)無法保(bǎo)證,焊(hàn)接接頭大(dà)多存在焊縫超(chāo)标缺陷,同(tóng)時存在焊(hàn)縫厚度不足、結構性應力集中、焊縫内部(bù)開(kāi)裂(liè)等問題。
在排(pái)查安全隐患(huàn)時,由于(yú)流量計(jì)殼(ké)體短(duǎn)節材料爲碳鋼(gāng),隻能采用(yòng)超聲(shēng)檢測技術對殼體焊縫進行全面檢測。如今工(gōng)業超(chāo)聲檢(jiǎn)測技(jì)術發(fā)展迅速,可(kě)用方法有(yǒu)常規脈沖反(fǎn)射法超(chāo)聲檢(jiǎn)測(cè)(ut)、超聲衍(yǎn)射時差(chà)法(fǎ)檢測(cè)(tofd)和相控陣超聲(shēng)檢測(paut)結(jié)合流量(liàng)計的外(wài)形規格(gé)尺寸(cùn)、焊縫區域(yù)的厚度、底(dǐ)部和(hé)内部結(jié)構、人員(yuán)技術水平(píng)、檢測(cè)工藝和儀器設備狀(zhuàng)況(kuàng)等,綜合(hé)考慮檢(jiǎn)測數據(jù)可記錄、信号掃(sǎo)描顯示、缺(quē)陷分(fèn)辨率、可(kě)靠(kào)性、精準和(hé)高效等,筆(bǐ)者采用以上幾(jǐ)種超(chāo)聲檢測(cè)方(fāng)法對其進行檢(jiǎn)測試(shì)驗(yàn),得出tofd超(chāo)聲檢(jiǎn)測(cè)具有較(jiào)大技(jì)術(shù)優勢的(de)結論。采用(yòng)tofd檢測時,現(xiàn)場(chǎng)在用流(liú)量計殼(ké)體焊縫(féng)的餘高不需要(yào)打磨平,可(kě)一次(cì)性完成焊縫(féng)接(jiē)頭區域厚(hòu)度的(de)精準(zhǔn)測量和焊(hàn)縫根部危害性(xìng)缺陷的檢(jiǎn)出。ut和(hé)paut檢測時(shí),均(jun1)要對(duì)焊縫餘高(gāo)進行(háng)磨平處理(lǐ)後才能移(yí)動探(tàn)頭,使(shǐ)探頭覆蓋(gài)焊縫(féng)接頭區(qū)域進行檢測,采用(yòng)斜探頭檢(jiǎn)測(cè)焊縫缺(quē)陷,采用直探頭測量厚度。另外(wài),全聚焦相控陣(zhèn)超聲(shēng)技術(tfm)與傳(chuán)統相(xiàng)控(kòng)陣(zhèn)超聲(shēng)檢測(cè)技術有較(jiào)大(dà)區(qū)别,具有技(jì)術優勢,此(cǐ)方法在檢測時(shí)同樣(yàng)要去除(chú)焊縫餘高,但缺陷顯示效果(guǒ)最佳,能形(xíng)成高分辨率(lǜ)、完(wán)整的(de)缺(quē)陷(xiàn)和結(jié)構的回(huí)波圖形,能同(tóng)時完(wán)成焊(hàn)接(jiē)接頭的(de)厚度(dù)測量(liàng)和(hé)缺陷檢(jiǎn)測。
1檢測方(fāng)法
1.1超聲衍(yǎn)射(shè)時差法
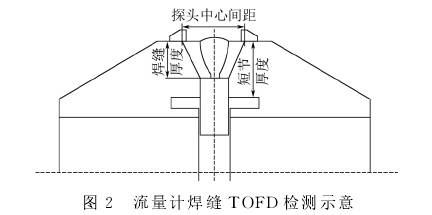
tofd法采用一發一收(shōu)探頭工作模(mó)式,主要(yào)利用缺陷端點(diǎn)的衍射(shè)波信号(hào)檢(jiǎn)測和(hé)測定(dìng)缺陷的位(wèi)置及尺寸,該方(fāng)法廣泛用于焊(hàn)縫檢測中(zhōng),在電站鍋(guō)爐及管道(dào)範圍(wéi)内使(shǐ)用的(de)焊接孔闆流量(liàng)計的焊縫(féng)厚(hòu)度不超(chāo)過50mm,可使用(yòng)一組探頭進行(háng)檢測,聚焦深度(dù)選擇與焊(hàn)縫厚(hòu)度一(yī)緻,若未知(zhī)焊縫(féng)厚度時,可選用接管的厚(hòu)度,其(qí)檢測示意(yì)如圖2所示,
1.2相控(kòng)陣超聲(shēng)檢測
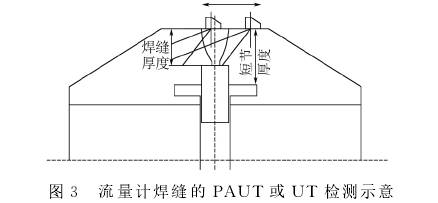
相(xiàng)控陣(zhèn)超聲檢測是利(lì)用多壓電(diàn)陣元和延遲控(kòng)制來激勵(lì)和接收超(chāo)聲(shēng)波信号(hào)的,發射(shè)端(duān)的延遲(chí)法則控制聲(shēng)場的偏轉(zhuǎn)和聚焦畢l,該檢測方(fāng)法廣泛應用于(yú)焊縫(féng)的(de)檢(jiǎn)測,常(cháng)見的掃查方式(shì)是将扇形角(jiǎo)度(dù)範圍覆蓋(gài)焊接(jiē)接頭的(de)檢測區(qū)域,其檢測(cè)示意見圖(tú)3.
1.3全聚焦相(xiàng)控陣超(chāo)聲檢測(cè)
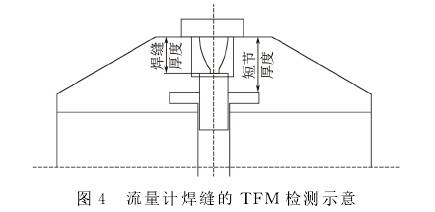
tfm方法以(yǐ)全矩陣(zhèn)數據爲(wèi)基礎,多(duō)陣元相控(kòng)陣探(tàn)頭依次激勵每(měi)一個晶片,激發(fā)球形波入射至(zhì)材料(liào)中,每一次發射(shè)後,材料中不連續的反射(shè)回波将同(tóng)時(shí)被(bèi)所有(yǒu)晶片(piàn)接收(shōu),将檢測信(xìn)号通過後(hòu)處理聚焦(jiāo)于檢測區域中(zhōng)的每(měi)一(yī)個(gè)點上(shàng),利用(yòng)檢測區域(yù)中每一個點的(de)幅值信息重構(gòu)出二維圖像,可(kě)獲得高(gāo)分(fèn)辨(biàn)率(lǜ)成像.效果(guǒ),實現缺陷的(de)準(zhǔn)确定(dìng)位及定量分析。流(liú)量計(jì)的(de)焊縫(féng)tfm檢測(cè)示意如圖(tú)4所示,其能(néng)一次完成焊(hàn)縫區域(yù)的厚(hòu)度測(cè)量和缺(quē)陷檢測(cè)341
2缺陷(xiàn)的模拟仿真(zhēn)
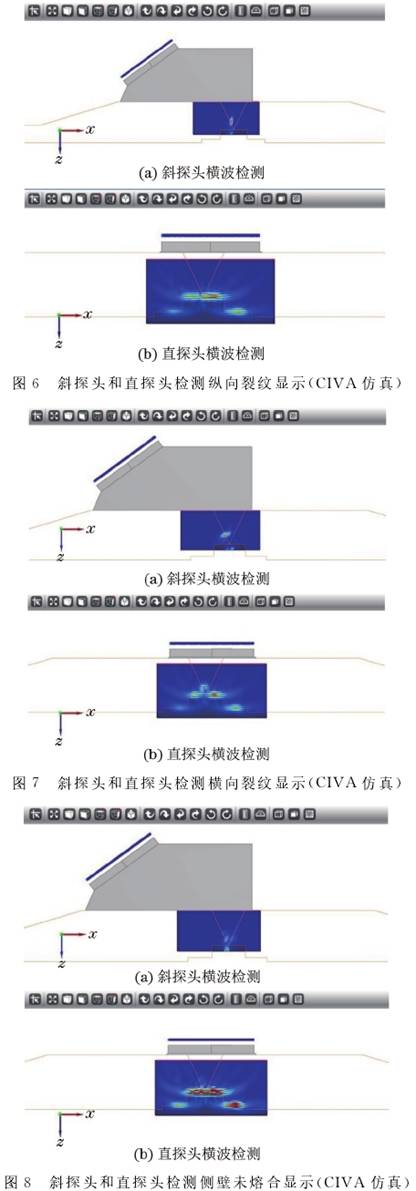
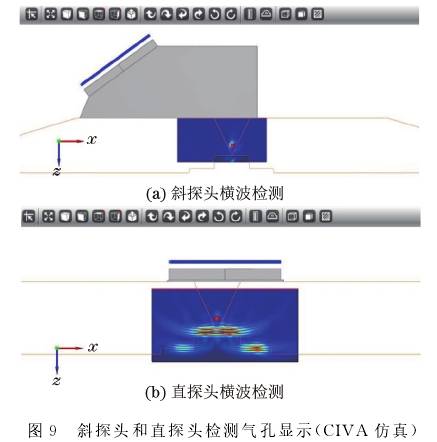
流量計殼體焊縫(féng)的缺陷主要位(wèi)于焊(hàn)縫根部,缺(quē)陷形(xíng)式一(yī)般爲未焊(hàn)透(tòu)、側壁未(wèi)熔合、裂(liè)紋(wén)、夾渣(zhā)和氣孔等畢,采(cǎi)用civa仿真軟(ruǎn)件對(duì)流量計殼體焊(hàn)縫根部中(zhōng)的常(cháng)見缺陷進(jìn)行全聚焦相控(kòng)陣超(chāo)聲檢測,結果如(rú)圖5~9所(suǒ)示(shì)
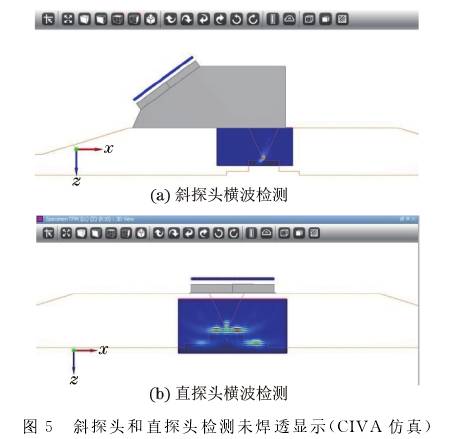
經(jīng)過上(shàng)述缺陷(xiàn)仿真(zhēn)結(jié)果的對比可知(zhī),斜探頭相(xiàng).控陣超聲(shēng)檢測(cè)效果(guǒ)好(hǎo)于直探頭的(de),尤其(qí)是在面狀(zhuàng)缺陷(xiàn)的顯示方(fāng)面。
3檢測數據分(fèn)析
3.1tofd檢(jiǎn)測結構顯(xiǎn)示
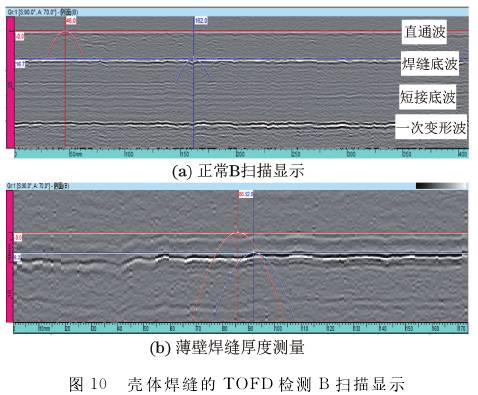
tofd檢測流量計(jì)殼體焊縫具有優勢,能(néng)有效地(dì)發現(xiàn)焊縫中的(de)裂紋等缺陷,此法的正常b掃描(miáo)顯示具有特點(diǎn),能明顯顯示焊(hàn)縫的底波,能準(zhǔn)确測量(liàng)焊縫的(de)厚度,在焊(hàn)縫厚(hòu)度較(jiào)小(xiǎo)(如低于(yú)标準規定的12mm)時,焊縫底(dǐ)波也明(míng)顯存(cún)在,但不能用(yòng)于缺陷的檢(jiǎn)測,tofd檢測(cè)b掃描顯示如(rú)圖10所示
3.2tofd檢(jiǎn)測缺陷(xiàn)顯(xiǎn)示
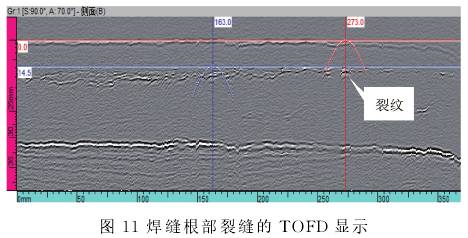
焊(hàn)縫根(gēn)部裂縫的tofd顯示(shì)如圖11所示,可見隻有裂紋(wén)的上(shàng)端點顯示(shì),沒有(yǒu)下端點顯(xiǎn)示,焊接接(jiē)頭部(bù)位底波受到影(yǐng)響
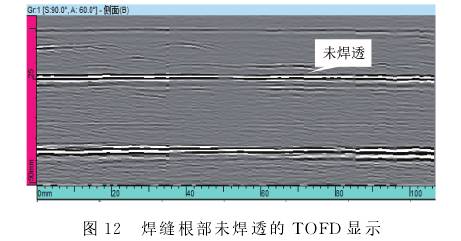
焊縫(féng)根(gēn)部(bù)未焊透的tofd顯示如圖12所示(shì),上(shàng)端點(diǎn)出現(xiàn)較直或圓弧(hú)狀斷續信号(hào)顯示(shì),焊(hàn)接接頭(tóu)部位底波受到(dào)影響。
3.3相控陣檢(jiǎn)測結構顯(xiǎn)示
相控(kòng)陣超聲檢測(cè)掃查(chá)方式是前(qián)後移(yí)動結合左右移動,以底部(bù)凹槽(cáo)端角(jiǎo)回波(bō)結(jié)構波顯(xiǎn)示開(kāi)始爲準(zhǔn),移動探(tàn)頭直到其(qí)顯示(shì)消失爲止,探頭(tóu)移動(dòng)到(dào)不同位(wèi)置時(shí)的(de)顯示如(rú)圖13所示,重點觀察a掃顯示和s扇(shàn)形顯(xiǎn)示的(de)變化(huà)

3.4相控(kòng)陣檢測缺(quē)陷顯示
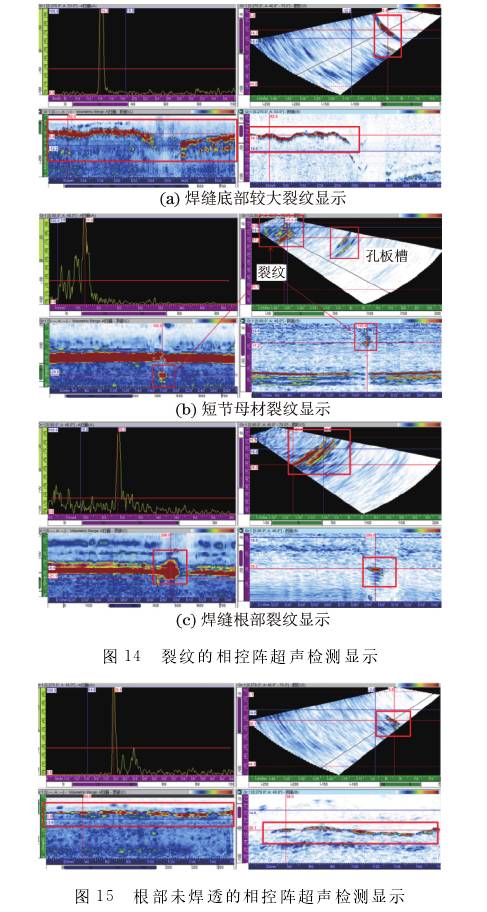
相控陣(zhèn)檢測(cè)焊(hàn)縫内部(bù)及根部上(shàng)的裂(liè)紋顯示如圖14所(suǒ)示,s形扇掃從40°~70°角(jiǎo)度範圍均有不(bú)同程度(dù)的顯示(shì)。
相控(kòng)陣超(chāo)聲檢(jiǎn)測殼體焊(hàn)縫根部未(wèi)焊透的顯(xiǎn)示如圖15所示,s形扇掃45°角度左右(yòu)時端(duān)角反射較強,c掃(sǎo)描長度顯(xiǎn)示連(lián)續(xù)或斷續(xù),當深度顯示值(zhí)低于要求的焊縫厚度時就是(shì)未焊透。相(xiàng)控陣(zhèn)超聲檢(jiǎn)測判定(dìng)這種流量計殼(ké)體焊縫(féng)根部未(wèi)焊透缺陷(xiàn)有一定的難度,容易(yì)與墊闆焊(hàn)縫根部間隙産生的(de)反射(shè)回波(bō)相混(hùn)而引起錯判,無(wú)未焊透(tòu)時一般沒有信号,一旦(dàn)産生(shēng)信号需要進一步分析。
4結(jié)語
在(zài)用的(de)焊接(jiē)孔闆流(liú)量(liàng)計殼(ké)體接頭的焊縫(féng)焊接(jiē)部位厚度(dù)滿足(zú)标準要求(qiú)的情(qíng)況下,首選(xuǎn)tofd檢測方(fāng)法較好,檢測(cè)效(xiào)率高,能(néng)一次完成焊縫(féng)缺陷(xiàn)檢測(cè)和(hé)焊(hàn).縫厚度(dù)測量。通(tōng)過實踐應(yīng)用,認(rèn)爲相控陣(zhèn)超聲(shēng)或常(cháng)規超聲檢(jiǎn)測方(fāng)法(fǎ)的(de)選用(yòng)也是可靠的檢(jiǎn)測技(jì)術(shù),但需要磨平去除(chú)焊縫(féng)餘高,才能保證(zhèng)探頭位置的移動以.覆蓋(gài)整個(gè)焊縫(féng)截(jié)面,若将(jiāng)各種超(chāo)聲方法(fǎ)組(zǔ)合起來(lái)使用(yòng),将獲得更加全(quán)面的焊(hàn)縫檢測數據。通(tōng)過(guò)模拟仿真(zhēn)檢測(cè)流量計殼體焊(hàn)縫缺(quē)陷的顯示結果(guǒ)進行分析(xī),并對(duì)結構進(jìn)行(háng)分析比較,建立起相關圖譜,能準确(què)地判斷出缺(quē)陷性質(zhì)。
以上内容(róng)源于網絡,如有侵權(quán)聯系(xì)即删(shān)除!